服务专题丨压片机的常见问题处理及维护保养(一)

—— 2022 ——
服务专题
第一期
序言

翰林航宇至今已经走过了23个年头,本专栏主要是要向广大翰林设备的使用者和设备管理者介绍我司根据多年丰富的生产制造经验和完善的售后服务体系总结归纳出的一套完备的设备常见问题和保养方案,助力广大用户更好的生产活动。
高速压片机作为固体制剂生产中成型单元的核心设备,需要好的工艺技术支持,还需要精密的加工设备和训练有序的操作人员以及稳定可靠的程序和符合FDA电子化的记录,这些都是保证压片成型速度,片型完整性,片型一致性,片重差异,片重精度,药片压力,片子厚度以及完整药片质量的基础。
本期我们将根据压片机的实际情况从机械部分介绍设备的常见故障和解决措施,帮助翰林设备使用者们和设备管理者们及时发现问题,解决问题。
1
冲盘部分

冲盘是压片机的主要工作部件,在连续的工作过程中,可能会遇到一些的常见故障,具体的问题分析及解决方法如下所示:
⑴ 冲杆孔或中模孔经长期使用,造成两孔同轴度不符合要求,在使用过程中,冲杆与中模孔由于不同程度的磨损将可能出现不同轴现象,使冲杆上下移动摩擦阻力增大,严重时会导致无法正常压片。若轻微磨损时,操作人员可以通过改用高标号润滑油来恢复其同轴度,而磨损严重时需整体更换。
⑵ 中模顶丝松动会导致中模上移,磨坏加料器和出片导向器。中模上移,大多是中模顶丝松动所致,紧固中模顶丝即可解决。中模顶丝为易损件,长期使用不及时更换造成磨损会起不到紧固中模的作用,应及时更换。中模顶丝安装采用扭力扳手,10N.M力矩安装。
2
导轨部分




导轨是保证冲杆做曲线轨迹运动的重要部件,大多数故障是由润滑及安装不到位引起的。
常见故障分析及解决方法:
⑴ 导轨磨损:冲杆是在导轨上作曲线运动,并以滑动摩擦的方式进行正常工作的,所以导轨的磨损是最常见的维修故障之一。导轨分为上导轨和下导轨组件,冲杆与导轨磨损,轻者可以用油石研磨导轨恢复正常,磨损严重者只有更换导轨才能解决。
⑵ 导轨组件松动:导轨组件经连续工作可能出现松动现象,应及时紧固解决,并注意导轨过渡处应保持圆滑。
⑶ 下导轨:a、定期检查计量导轨、计量保护导轨、下冲保护导轨、出片导轨及出片保护导轨。b、计量保护轨和冲的间隙为0.10-0.15mm,保护轨两侧和冲头不得干涉;下冲保护轨能拉下冲头2~3mm,保护轨两侧和冲头不得干涉;出片保护导轨与模具间隙为0.10-0.15mm,要求出片导轨使上冲模高于冲盘0.2-0.3mm。
若上述导轨轻微磨损,轻者用油石修复,磨损严重则需更换新导轨解决。
3
压轮部分
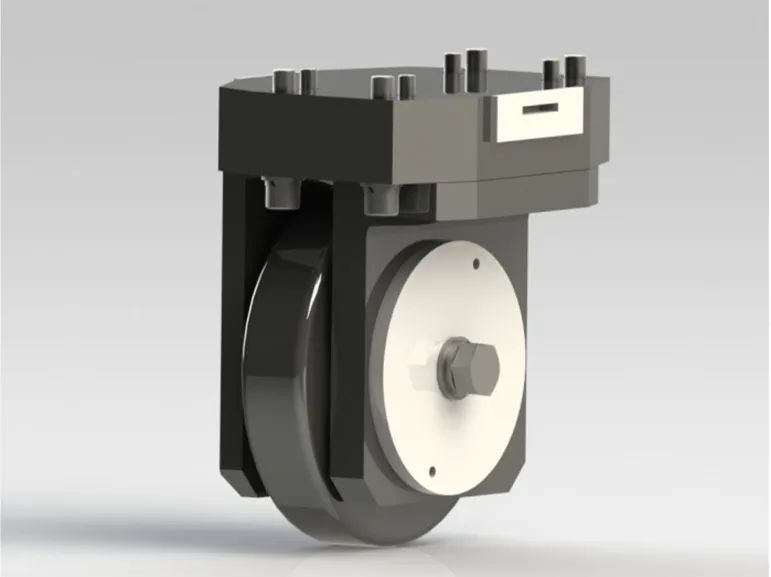
压轮部分是调节药片压力、增加保护的装置,可分为上主、预压轮与下主、预压轮。
常见故障分析及解决方法:
⑴ 压轮磨损:压轮外圆磨损严重,会导致冲杆尾部阻力大,磨损冲头使机器发热,须立即更换压轮。常见原因有:a、漏粉过多压轮腔体里灌满药粉没有及时清理。b、物料难压并且机器长时间大压力连续工作,这时需及时检查、更换压轮等具体损坏的零件。
⑵ 压轮轴轴承缺油或损坏:定期对压轮轴轴承进行润滑保养,出现损坏应及时进行更换。
4
调节系统(压力调节、充填调节)


调节系统包括压力调节系统和充填调节系统。
常见故障分析及解决方法:
⑴ 调节失灵:一般情况下,调节失灵是因为手轮螺丝松动使得手轮调节不起作用、调节齿轮卡死、连杆销钉断裂,此故障可以通过紧固螺丝、润滑转动齿轮或更换销钉等措施解决。
⑵ 片重不稳,主要原因有:①充填轨磨损严重,产生跳冲,此时应更换充填轨;②计量组件中升降杆、斜齿轮磨损,导致调整间隙大而产生计量轨上下调节动作缓慢或计量上下抖动,此时应更换相应零件;③计量导轨及计量保护导轨磨损,导致下冲在计量位置跳动大,此时应更换对应导轨解决问题。
5
加料部分
加料部分包括加料器与料斗两部分,常出现的故障分析及解决方法:
漏粉:漏粉现象一般是由于加料器底面或刮粉板和冲盘平面间隙过大所致,或因为加料器底盘铜片磨损而漏料,前者需要调整加料器或调整刮粉板和冲盘平面的间隙来解决漏粉问题,后者则需更换底盘铜片来解决漏粉问题。
6
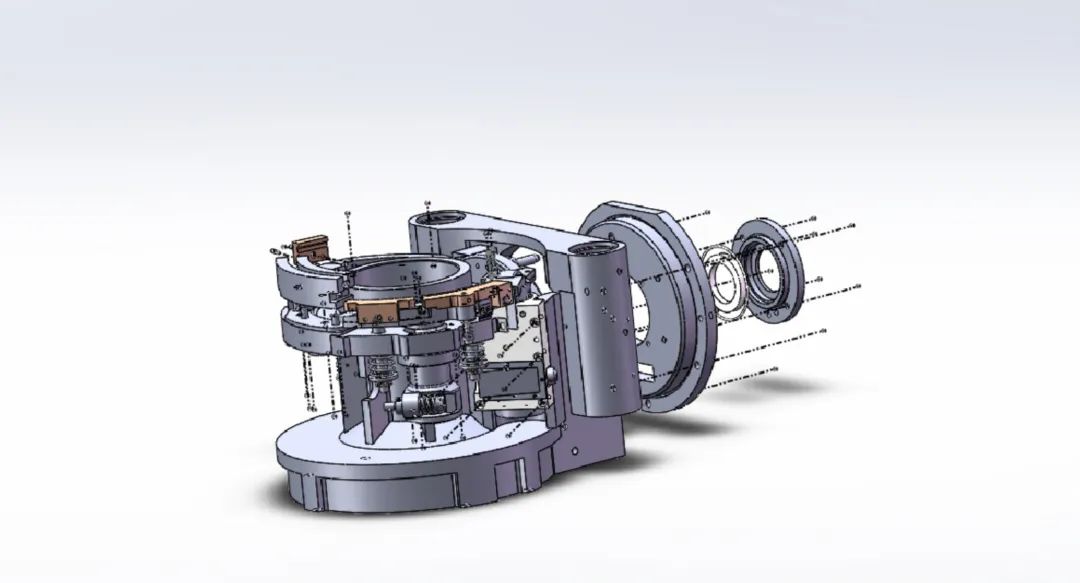
减速箱

减速箱由蜗轮、蜗杆及箱体构成,其常见故障分析及解决方法:
减速箱漏油主要由法兰盘螺钉松动、O型圈老化、丝堵松动或油封老化造成,解决方法是拧紧螺钉、丝堵、O型圈、更换油封并涂密封胶。
7
压片机模具及安装

压片机在使用中经常要更换模具,模具直接关系到产品的质量,许多设备故障是由模具更换调节不当引起的。压片机模具安装前,拆下盖板、下冲安装块、料斗、加料器等部件。打开门、窗,将冲盘上原有的冲头、中模拆下清理涂油保存,然后将模孔和需安装用的冲模清洗干净,并在中模及冲杆外涂抹润滑油,用模具专用安装工具逐一安装紧固中模顶丝。
具体安装如下:
⑴ 圆形冲的安装
① 中模安装。中模顶丝旋出转台外圆2mm左右,但中模紧固螺钉头部不应露转盘外圆表面;用中模清理刀,清除中膜孔内污物;在中模外壁涂少许润滑油,将中膜放置在中膜孔上方对正,使用中模安装工具,使中膜正确导入2/3深度,再加安装垫(胶板)重击使其到位;用刀口尺检查中模上端面与中盘工作台面间隙0~-0.05 mm,采用10N.M扭力扳手拧紧冲模固紧螺钉。
② 下冲安装。将下冲清理干净,涂油;下冲插入下冲孔,使下冲运动灵活,而不自由滑落。
③ 上冲安装。将上冲杆清理干净,涂油;在导轨盘缺口处将上冲插入上冲孔即可。
⑵ 异形冲模的安装
① 中模安装与上冲安装。旋松中模紧固螺钉,但中模紧固螺钉头部不应露出冲盘端面;用中模清理刀,清除中模孔内污物;拆去上冲装卸轨及盖板,上冲用导向键定位,不能旋转,所以中模与上冲须同步安装。把上冲装入上冲孔,中模入模孔时需先套入上冲轻敲入中模孔,以上冲为导杆轻打使中模导入中模孔2/3时,然后采用装冲工具将中模安装到位。用刀口尺检查中模端面与中盘工作台面间隙0~-0.05 mm;采用10N.M扭力扳手拧紧冲模固紧螺钉。
② 下冲安装。将下冲杆清理干净,涂油;手持下冲插入下冲孔,使下冲进入中模孔内;(中模全部安装完毕后,应再检查一遍冲模紧固组合,确保中模紧固正常)。
8
冲杆磨损

冲杆和导轨是压片机运动最频繁的部件,减少磨损的有效办法就是润滑。冲杆和导轨应每班检查润滑情况。对于物料较涩、黏度较大的品种,下班前应检查上下冲的活动情况。模具活动不灵敏时要及时清洁中模孔、冲模。
9
压片机的维护保养及备件





高速压片机在使用过程中出现的故障,一部分故障是由于维护保养不及时所造成的,维护保养主要应注意以下几个方面:
(1) 对压片室及时清场。高速压片机在连续工作数小时后,压片室内会充满物料的细小粉末,这些细小粉末粘附在冲杆、冲杆孔及中模孔上,就会造成塞冲、冲杆转动不灵活、噪声、甚至片重不稳及其他机械故障。所以,在高速压片机工作过程中应定期对压片室进行清场,建议每班次至少1次。
(2) 定期检查保养易磨损工作件。导轨、压轮、压片机冲模具等易磨损件应及时检查或润滑保养,做好设备的预防性维护。
(3) 购置备件。冲模、中模顶丝、加料器衬底、导轨组件、上下压轮及轴等易损零件应根据生产情况购置一定量的备件,以备急用。
供稿丨王志波
图文丨肖策

扫描二维码 关注我们